在煤炭行业转型升级的关键时期,一座年处理能力达120万吨的大型选煤厂,以仅30人的精简运营团队,成功实现了高效、集约化生产,树立了智能选厂的新标杆。这不仅标志着选煤行业在自动化、智能化道路上迈出了坚实一步,更对传统重工业的运营模式转型具有深远的示范意义。
集约化运营的核心:智能化系统集成
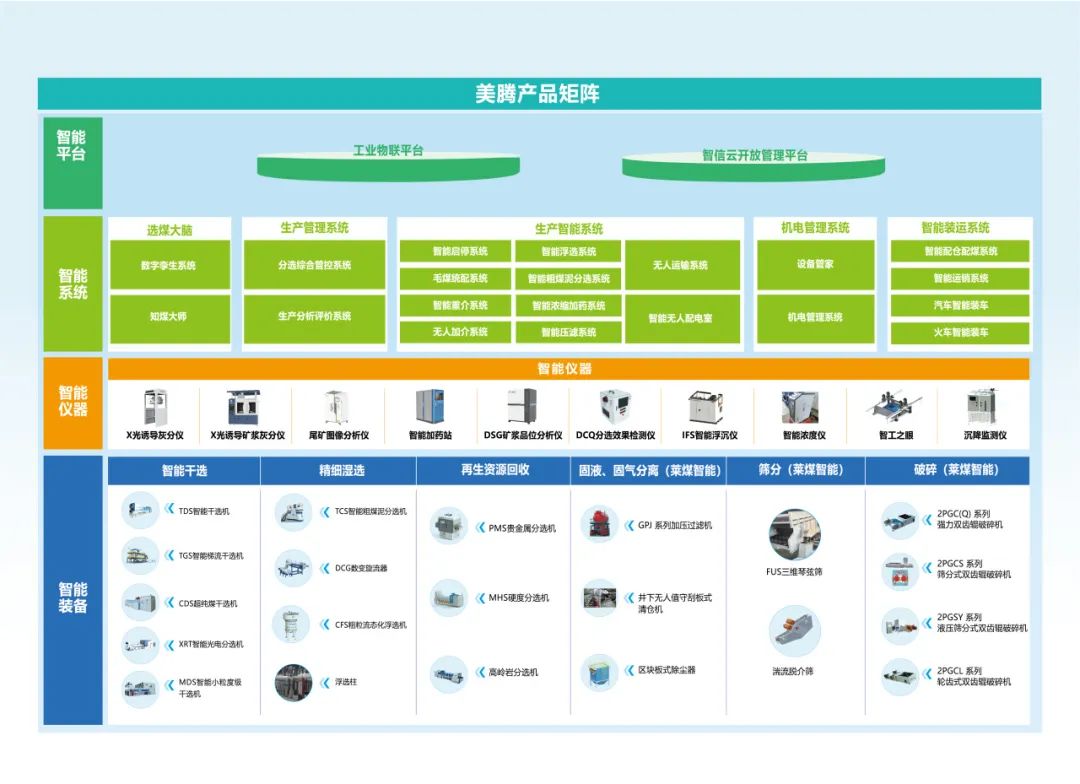
该选煤厂的高效运营,其核心驱动力在于全面、深度的智能化系统集成。厂区构建了覆盖原煤入厂、洗选加工、产品装车外运全流程的智能控制中枢。通过高精度传感器网络、机器视觉识别和物联网技术,实时采集设备状态、物料流量、介质密度、产品灰分等海量生产数据。中央集控室内的操作人员,借助先进的数据分析平台与三维可视化系统,能够远程监控并精准调节上千台设备的运行参数,实现了从“现场跑动操作”到“中控室智能决策”的根本性转变。
减员增效:人机协同的新范式
传统同等规模的选煤厂往往需要上百名一线员工。而本厂将固定岗位人员精简至30人,关键在于重构了人机协同模式。重复性、高强度的体力劳动及环境恶劣的巡检岗位,被智能巡检机器人、自动采样机、无人驾驶运输车等装备替代。保留的核心技术人员角色发生转变,从设备操作员升级为系统监护员、数据分析师和异常处理专家。他们更专注于优化工艺流程、预防性维护和解决复杂问题,使得人力资源价值得到最大化提升,实现了真正意义上的“减员增效”。
全流程的智能保障与优化
高效运营的背后,是一套贯穿生产、管理与维护全流程的智能保障体系:
- 智能生产控制:采用先进的重介、浮选工艺智能算法模型,根据原煤性质变化自动设定并优化分选参数,确保精煤产品质量稳定,提高精煤产率。
- 预测性维护系统:通过对大型设备(如破碎机、离心机、泵)运行数据的实时分析与机器学习,提前预警潜在故障,变“事后维修”为“事前维护”,极大降低了非计划停机时间。
- 能源与物资智能管理:智能系统实时监控水、电、介耗与药耗,自动寻优,实现生产过程的低碳化与低成本运行。
- 安全一体化监控:集成视频监控、人员定位、气体监测与智能门禁,实现全厂安全风险的主动感知与闭环管理,为高效运营筑牢安全底线。
行业启示与未来展望
这座120万吨选煤厂的实践充分证明,智能化不是简单的设备叠加,而是通过系统性的技术融合与流程再造,实现运营模式的根本变革。它为整个煤炭洗选加工行业乃至流程型制造业提供了可复制的样板:
- 投资观念转变:从投资单一设备转向投资整体智能化解决方案,关注全生命周期回报。
- 人才结构升级:亟需培养既懂工艺又懂信息技术的复合型人才,以适应智能化运营的需求。
- 数据驱动决策:将生产数据转化为核心资产,驱动持续优化与科学决策。
随着5G、人工智能、数字孪生等技术的进一步融合,选煤厂的智能化将向更深层次的“自适应”、“自优化”迈进。这座30人运营的120万吨选煤厂,不仅是一个高效生产的单元,更是一个持续进化的智能体,引领着传统工业走向更加安全、高效、清洁的集约化发展新道路。